沈陽諾德爾自動化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

聯系人:謝經理
手 機:18640057795(v同步)
郵 箱:xs@syndeer.com
地 址:http://www.aafh6.cn
網 址:沈陽市沈河區長青街35號

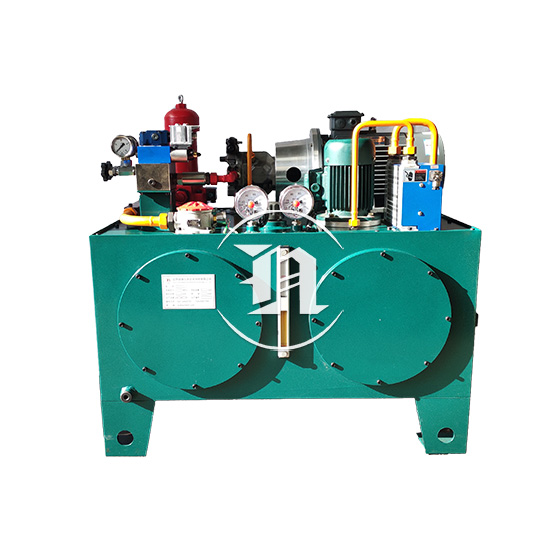
燃煤煙氣脫硫脫硝液壓系統:原理、構成與應用
在燃煤電廠、鋼鐵廠等工業場景中,燃煤煙氣含有的二氧化硫(SO?)和氮氧化物(NO?)是主要大氣污染物,需通過脫硫脫硝系統控制排放。而液壓系統作為脫硫脫硝設備的 “動力核心”,負責驅動關鍵執行機構(如閥門、擋板、漿液循環泵等)的精準動作,保障脫硫脫硝工藝穩定、高效運行。以下從系統核心構成、工作原理、關鍵組件、應用場景及運維要點展開詳細解析。
一、系統核心定位與工作原理
1. 核心定位
脫硫脫硝系統的核心功能是通過 “脫硫”(去除 SO?,如石灰石 - 石膏法)和 “脫硝”(去除 NO?,如 SCR 選擇性催化還原法)降低污染物排放,而液壓系統的作用是:
為大口徑閥門 / 擋板(如煙氣進口擋板、脫硫塔進出口閥門、脫硝反應器擋板)提供大推力 / 扭矩,實現快速開關或開度調節;
驅動漿液循環泵、氧化風機等設備的調節機構,控制漿液流量、風速等工藝參數;
確保執行機構在高溫、腐蝕性煙氣環境下的穩定響應(如緊急切斷閥門的快速關閉),避免工藝中斷或污染物超標排放。
2. 工作原理
液壓系統基于 “帕斯卡定律”(密閉液體中壓力等值傳遞),通過 “動力源 - 控制單元 - 執行機構 - 輔助組件” 的協同,將液壓能轉化為機械能,具體流程如下:
動力輸出:液壓泵(動力源)將油箱中的液壓油吸入,加壓后輸出高壓油(壓力通常為 10-25MPa);
壓力 / 流量控制:液壓閥組(控制單元)根據電控信號(來自 PLC 控制系統)調節高壓油的壓力、流量和方向;
執行動作:高壓油進入液壓缸 / 液壓馬達(執行機構),推動活塞 / 轉子運動,驅動閥門開關、擋板調節等;
油液回流:完成動作后,低壓油經回油管路過濾、冷卻后返回油箱,形成閉環循環。

二、典型應用場景與工藝適配
不同脫硫脫硝工藝對液壓系統的要求不同,需根據設備負載、動作頻率、環境條件定制,以下為兩大主流工藝的適配案例:
1. 脫硫系統(以石灰石 - 石膏法為例)
石灰石 - 石膏法是主流脫硫工藝,核心是 “脫硫塔內漿液吸收 SO?”,液壓系統主要驅動以下設備:
煙氣擋板門(進口 / 出口 / 旁路):單臺擋板重量可達數噸,需液壓缸提供大推力(通常≥50kN),實現 “快速切換”(全開 / 全關時間≤30 秒);旁路擋板需具備 “故障緊急打開” 功能,防止脫硫塔故障時煙氣直排。
漿液循環泵出口調節閥門:通過液壓閥組調節閥門開度,控制漿液流量(適配鍋爐負荷變化),要求流量控制精度 ±5%。
石膏排出泵控制機構:驅動泵的調節組件,控制石膏漿液排出量,避免塔內漿液液位異常。
2. 脫硝系統(以 SCR 選擇性催化還原法為例)
SCR 脫硝工藝通過 “噴氨格柵向煙氣噴入還原劑(如氨水),在催化劑作用下還原 NO?”,液壓系統主要作用于:
脫硝反應器進出口擋板:反應器內溫度高達 300-400℃,液壓執行機構需配備 “高溫隔熱罩”,避免液壓油因高溫變質;擋板開關需同步(多組液壓缸聯動),防止煙氣泄漏。
噴氨格柵調節閥門:通過液壓馬達驅動格柵旋轉或閥門升降,控制氨水噴射量(根據 NO?濃度實時調整),要求動作響應時間≤1 秒(快速適配煙氣成分變化)。
催化劑更換門:大型脫硝反應器的催化劑需定期更換,液壓系統驅動 “重型更換門”(重量≥10 噸)的開啟 / 關閉,保障更換作業安全。
三、系統運維關鍵要點
燃煤煙氣脫硫脫硝液壓系統的運維直接影響脫硫脫硝效率(若液壓故障導致閥門卡澀,可能造成污染物超標排放),需重點關注以下 4 點:
1. 油液管理:防止污染與劣化
定期換油與過濾:液壓油需每 6-12 個月更換一次(根據油液檢測報告,若黏度下降、酸值升高需提前更換);回油過濾器需每月檢查壓差,壓差超標時及時更換濾芯(避免雜質進入閥組導致卡閥)。
油溫控制:通過冷卻器將油溫穩定在 30-50℃,油溫過高會導致油液氧化加速、密封件老化;油溫過低會增加油液黏度,降低系統響應速度。
2. 壓力與泄漏監測
壓力巡檢:每日通過壓力表或 PLC 監測系統壓力,若壓力異常升高(如超過 25MPa),需檢查溢流閥是否故障;若壓力驟降,需排查管路或密封件泄漏。
密封件維護:液壓缸、管路接頭的密封件(如 O 型圈、組合密封)是泄漏高發點,需每季度檢查,發現滲漏及時更換(選用耐油、耐溫的氟橡膠材質,適配現場環境)。
3. 執行機構校準
每月對閥門、擋板的 “位置反饋” 進行校準:通過 PLC 發送指令,檢查執行機構實際位置與反饋信號是否一致(誤差需≤1%),若偏差過大,調整位置傳感器或液壓閥組參數,避免開度控制不準導致工藝波動。
4. 應急保障
蓄能器需每月檢查預充壓力(通常為系統工作壓力的 60%-70%),確保停電時能驅動緊急閥門(如旁路擋板)關閉,避免污染物直排;
儲備關鍵備件(如液壓泵、溢流閥、密封件),縮短故障維修時間。